
PPSU දුම්මල සහිත ඉහළ උෂ්ණත්ව අච්චුව සඳහා මෙම ලකුණු 3 වේ
PPSU ද්රව්ය සඳහා ඇති වාසි මොනවාද?
PPSU ප්ලාස්ටික් වල කෙටි කාලීන උෂ්ණත්ව ප්රතිරෝධය අංශක 220 ක් තරම් ඉහළ මට්ටමක පවතින අතර, දිගුකාලීන උෂ්ණත්වය අංශක 180 දක්වා ළඟා විය හැකි අතර, එය අංශක 170-180 ක තෙල් උෂ්ණත්ව පරිසරයට ඔරොත්තු දිය හැකිය.PPSU කොටස් හොඳ මාන ස්ථාවරත්වයක් ඇති අතර, උණු වතුර / ශීතකාරක / ඉන්ධන තෙල් වලට ඔරොත්තු දිය හැකිය.මෙම විශිෂ්ට දේපල සමඟ, PPSU උසස් තත්ත්වයේ තාක්ෂණික සහ ඉහළ බර නිෂ්පාදන නිෂ්පාදනය කිරීමට භාවිතා කළ හැකිය.එය දැන් ලෝහ, පිඟන් මැටි සහ දෘඩ පොලිමර් වෙනුවට ආදේශ කරන පළමු ද්රව්ය බවට පත් වේ.
PPSU ප්ලාස්ටික් උණුසුම් ආහාර පිළියෙළ කිරීම සහ නැවත රත් කිරීම සඳහා වැඩි වශයෙන් භාවිතා වේ, විශේෂයෙන් ඉහළ මාන ස්ථායීතාවයක් සහ හොඳ යාන්ත්රික සහ හොඳ විදුලි පරිවාරක ගුණ මෙන්ම ඉහළ තාප වයස්ගත ප්රතිරෝධයක්, විශිෂ්ට ගිනි ප්රතිරෝධයක් සහ රසායනික විඛාදනයට හොඳ ප්රතිරෝධයක් තිබිය යුතු අධි වෝල්ටීයතා සංරචක සඳහා. සහ ජල විච්ඡේදනය.
මේ සමඟ, එය අභ්යවකාශ, විදුලි සහ ඉලෙක්ට්රොනික උපාංග, මෝටර් රථ සහ ප්රවාහනය වැනි කර්මාන්තවල පුළුල් පරාසයක යෙදුම්වල වැදගත් ද්රව්යයක් බවට පත්වේ.
PPSU අච්චුව සඳහා උෂ්ණත්ව පාලනය කරන්නේ කෙසේද?
අනෙකුත් ඉංජිනේරු තාප ප්ලාස්ටික් මෙන්, උසස් තත්ත්වයේ අච්චු කරන ලද කොටස්වල ස්ථායී නිෂ්පාදනය සඳහා ඉහළ උෂ්ණත්ව එන්නත් අච්චුවේ උෂ්ණත්වය නිවැරදිව පාලනය කිරීම අවශ්ය වේ.ජලය සහ තෙල් යන දෙකටම අංශක 140 ත් 190 ත් අතර අච්චු උෂ්ණත්වය ස්ථාවරව පාලනය කළ හැකිය.උෂ්ණත්ව පාලන උපකරණ හොඳින් සැලසුම් කර ඇත්නම්, අංශක 200 ක පමණ ජලය උෂ්ණත්ව පාලන මාධ්ය ලෙස භාවිතා කළ හැකිය.ඇතැම් අවස්ථාවලදී ඉලෙක්ට්රොනික උෂ්ණත්ව පාලනය ද භාවිතා කළ හැකිය.එන්නත් කිරීමට පෙර, PPSU ද්රව්ය වියළා ගත යුතුය, අපි පැය 3-6 සඳහා අංශක 150-160 ක උෂ්ණත්වයකින් ද්රව්ය වියළීමට යෝජනා කරමු.ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයේ බැරලය ප්රමාණවත් තරම් පිරිසිදු කළ යුතුය.එන්නත් කිරීමේ උෂ්ණත්වය අංශක 360-390 පමණ පාලනය කිරීම රෙකමදාරු කරනු ලැබේ.
PPSU ද්රව්ය සඳහා ඉහළ උෂ්ණත්ව එන්නත් අච්චු සාදා ගන්නේ කෙසේද?
PPSU ද්රව්ය සඳහා එන්නත් අච්චුව ඉහළ උෂ්ණත්ව අච්චු මෙවලමක් ලෙස සාපේක්ෂව ඉහළ උෂ්ණත්වයකට ඔරොත්තු දිය යුතුය.සාධාරණ යාන්ත්රික සැලසුමක් අනුගමනය කිරීමට සහ සුදුසු අච්චු ද්රව්ය තෝරා ගැනීමට අමතරව, සිසිලන නාලිකා, මුද්රා සහ සම්බන්ධක සැලසුම් කිරීම ප්රශස්ත කිරීම සඳහා තාප ප්රතිරෝධී සහ පීඩන-ප්රතිරෝධී හෝස් ද භාවිතා කළ යුතුය.
සැලසුම් ලකුණු:
1. වානේ තෝරා ගැනීම සහ ප්රතිකාර කිරීම: a).අච්චු උෂ්ණත්වය අංශක 140 සිට 150 දක්වා පදනම් විය යුතු අතර, මහා පරිමාණ නිෂ්පාදනයේ දී අච්චුවේ ආයු කාලය සැලකිල්ලට ගත යුතුය.බී).අච්චු තාප පිරියම් කිරීම සමස්තයක් ලෙස HRC60-65 විය යුතුය.c)විද්යුත් ආලේපන ප්රතිකාරය වාත්තු සේවා කාලය වැඩි කළ හැක.
2. ධාවන හැඩය: රවුම් හෝ trapezoid සුදුසු වේ.සීතල ස්ලග් ළිඳක් ද අවශ්ය වේ.
3. ගේට්ටු වර්ග: පින් පොයින්ට් ගේට්, ටැබ් ගේට්, ඩිස්ක් ගේට්, ස්පෝක් ගේට්, පැති ගේට්ටුව, ඩිරෙක්ට් ගේට්ටුව සහ උප ගේට්ටුව.
4. ගෑස් වාතාශ්රය: PPSU ද්රව්ය අච්චුව සඳහා වාතාශ්රය ඉතා වැදගත් වේ.වාතාශ්රය ප්රමාණවත් නොවීම පිළිස්සීම, වර්ණය වෙනස් වීම සහ රළු මතුපිට ආදිය ඇති කරයි.ගෑස් වාතාශ්රය සාමාන්යයෙන් 0.015 ~ 0.2mm උස සහ 2mm ට වඩා පළල වේ.
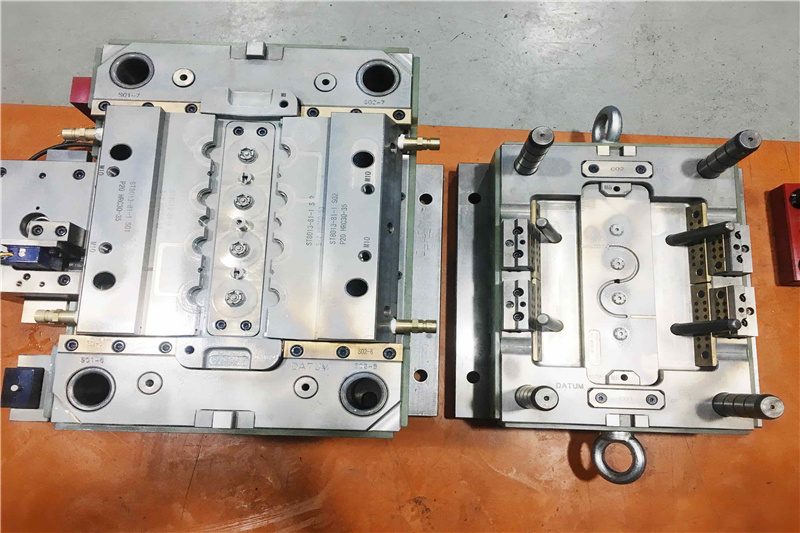
සන්ටයිම් ප්රෙසිෂන් මෝල්ඩ් PPSU සහ PEEK වැනි ද්රව්ය සඳහා ඉහළ උෂ්ණත්ව අච්චු සෑදීම සඳහා ප්ලාස්ටික් එන්නත් අච්චු සෑදීමේ පොහොසත් අත්දැකීම් ඇත.අපගේ උසස් තත්ත්වයෙන් සහ වේගවත් ඉදිරි කාලය පිළිබඳව පාරිභෝගිකයින් ඉතා සතුටු වෙති.පහත ඡායාරූපයෙහි ඇත්තේ අප විසින් ප්ලම්පිං සහ කොටස් සවි කිරීම සඳහා සාදා ඇති ඉහළ උෂ්ණත්ව අච්චු වලින් එකකි.එය කුහරය 4කින් යුත් ස්වයංක්රීය ඉස්කුරුප්පු ඇරීමකි.මෙවැනි අච්චු පිළිබඳ වැඩි විස්තර සඳහා, කරුණාකර වෙබ් අඩවියේ අපගේ සිද්ධි අධ්යයනය පරීක්ෂා කරන්න:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
පසු කාලය: දෙසැම්බර්-18-2021





